
在酒精生产、医药中间体、精细化工等领域,95%乙醇(工业级无水乙醇)是核心原料之一。而生产95%乙醇的关键设备——95乙醇精馏塔,长期面临一个"老大难"问题:高能耗。
传统精馏塔依赖大量蒸汽加热,不仅推高生产成本,还增加碳排放压力。近年来,一种膜法技改技术正成为行业"破局者"——通过"膜分离+精馏耦合"的创新工艺,让老塔"脱胎换骨",实现能耗断崖式下降。
传统95乙醇塔采用"单塔精馏"工艺,核心逻辑是通过反复汽化和冷凝,将低浓度乙醇(如70%进料)提纯至95%。但这一过程的"代价"极高:
蒸汽消耗惊人:为满足乙醇产品的纯度,需维持高回流比(通常2~4),持续向塔底再沸器通入高温蒸汽。据行业数据,传统塔的蒸汽消耗量普遍高达1.8~2.5吨蒸汽/吨乙醇(蒸汽按0.6MPa饱和蒸汽计,下同)。
成本压力大:以年产1万吨95%乙醇的装置为例,年蒸汽成本可达300~700万元,且随能源价格上涨持续攀升。
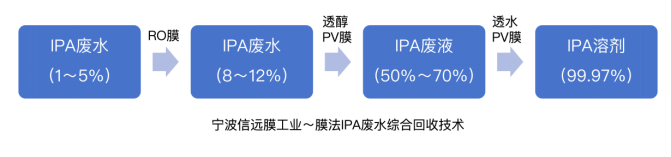
膜法技改的核心,是在传统精馏塔后串联一套膜分离系统,通过"先精馏、后提浓"的两步法,大幅降低精馏塔的处理负荷,从而实现"少烧蒸汽也能出好酒"。
精馏塔"轻装上阵":精馏塔的回流比可从传统的2.5~4降至0.1~0.5,蒸汽消耗"腰斩",塔顶采出80%~85%低纯度乙醇
膜分离后浓缩:利用特殊高分子膜的选择性渗透特性,对80%~85%塔顶气相乙醇进行"后浓缩"——水分子可透过膜,乙醇分被截留,使产品浓度从80~85%提升至95%~99.5%。
以产能1吨/小时(年运行8000小时,年产8000吨)的95乙醇塔为例,膜法技改的经济效益堪称"立竿见影":
指标 | 传统精馏塔 | 膜法技改后 | 降幅 |
蒸汽消耗量 | 1.8~2.5吨/吨乙醇 | 0.7~0.9吨/吨乙醇 | ↓51%~72% |
年蒸汽消耗量 | 14400~20000吨 | 5600~7200吨 | ↓8800~12800吨 |
改造总费用 | —— | 约120万元 | —— |
年节约蒸汽成本 | —— | 约220万~320万元(按250元/吨蒸汽计) | —— |
投资回报周期 | —— | 约5~7个月 | —— |
适配性强:无需更换原有精馏塔主体结构,仅需新增膜组件及配套管路,改造周期短(通常10~20天);
灵活性高:可根据产能波动调整膜系统运行负荷,避免传统塔"大马拉小车"的低效问题;
环保双赢:年减少蒸汽消耗对应减排CO₂约2200~3200吨(按每吨蒸汽排放0.25吨CO₂计),助力企业低碳转型。
该技术尤其适用于以下场景:
✅ 现有95乙醇塔蒸汽消耗>2吨/吨乙醇,且产能稳定(≥1000吨/年);
✅ 蒸汽价格高(>250元/吨)、能源成本占比大的企业;
✅ 计划扩产但受限于蒸汽供应能力的工厂;
✅ 有碳排放考核压力的国企、上市公司。
在"双碳"目标与成本压力下,传统精馏塔的高能耗已成为制约企业竞争力的"隐形枷锁"。膜法技改以"小投入、快回报、低风险"的特点,为企业提供了一条"低成本脱碳+高效降本"的可行路径。
如果您正在为95乙醇塔的高能耗头疼,不妨算一笔账:改造费用120万元(含施工费),年省蒸汽近万吨,半年就能收回成本——这笔"节能账",值得每一位管理者认真考量!
(注:文中数据为行业典型案例,具体节能效果需根据实际工况评估。)
 13567452057
13567452057
 Sales010@sinyuan.com
Sales010@sinyuan.com
 www.sepway-membrane.com
www.sepway-membrane.com

